துளையிடும் போது வெட்டு முறைகள்.துளையிடுதலின் போது தொழிலாளர் உற்பத்தித்திறன் பெரும்பாலும் துரப்பணியின் சுழற்சியின் வேகம் மற்றும் தீவன வீதத்தைப் பொறுத்தது, அதாவது ஒரு புரட்சியில் துரப்பணம் பணியிடத்தில் எவ்வளவு ஊடுருவுகிறது.
ஆனால் துரப்பணம் மற்றும் ஊட்டத்தின் சுழற்சி வேகத்தை காலவரையின்றி அதிகரிக்க முடியாது - சுழற்சி வேகம் அதிகமாக இருந்தால், துரப்பணம் "எரிந்துவிடும்", மேலும் தீவனம் அதிகமாக இருந்தால், அது உடைந்து விடும்.
வெட்டு வேகம் சூத்திரத்தால் வெளிப்படுத்தப்படுகிறது
v என்பது வெட்டு வேகம், m/min; டி - துரப்பணம் விட்டம், மிமீ; n என்பது நிமிடத்திற்கு சுழல் சுழற்சிகளின் எண்ணிக்கை; π என்பது 3.14க்கு சமமான எண்.
வெட்டு வேகத்தைத் தேர்ந்தெடுக்கும்போது, செயலாக்கப்படும் பொருளின் பண்புகள் மற்றும் துரப்பணம் பொருள், துளை விட்டம், ஊட்ட விகிதம் மற்றும் துளையிடும் நிலைமைகள் (துளையிடும் ஆழம், குளிர்ச்சியின் இருப்பு போன்றவை) கணக்கில் எடுத்துக்கொள்ளப்படுகின்றன.
துரப்பணத்தின் விட்டம் கணக்கில் எடுத்துக்கொண்டு தீவன அளவு தீர்மானிக்கப்படுகிறது. எனவே, உதாரணமாக, 6 மிமீ விட்டம் கொண்ட ஒரு துரப்பணம் கொண்ட நடுத்தர-கடின எஃகு செயலாக்கும் போது, 0.15 மிமீ / ரெவ் ஒரு ஊட்டம் அனுமதிக்கப்படுகிறது; 12 மிமீ துளை விட்டம் கொண்ட - 0.25 மிமீ / ரெவ்; 20 மிமீ துரப்பணம் விட்டம் - 0.30 மிமீ / ரெவ், முதலியன.
துரப்பணம் வேகம் மற்றும் ஊட்டத்தின் சரியான தேர்வு உற்பத்தித்திறனில் மட்டுமல்லாமல், வெட்டும் கருவியின் ஆயுள் மற்றும் இயந்திரமயமாக்கப்பட்ட துளையின் தரம் ஆகியவற்றில் பெரும் தாக்கத்தை ஏற்படுத்துகிறது. துரப்பணம் அதிக வெட்டு வேகம் மற்றும் குறைந்த ஊட்டத்தில் சிறப்பாக செயல்படுகிறது.
சுழற்சிகளின் எண்ணிக்கை, வேகம் மற்றும் ஊட்டத்தையும் அட்டவணையைப் பயன்படுத்தி தீர்மானிக்க முடியும்.
துளையிடும் இயந்திரங்களின் பராமரிப்பு.துளையிடும் இயந்திரங்கள் சரியான முறையில் பராமரித்தால் மட்டுமே, தேவையான துல்லியத்துடன், திறமையாகவும், சிக்கலின்றியும் நீண்ட காலம் செயல்படும்.
ஒரு துளையிடும் இயந்திரத்தை பராமரிப்பது முதன்மையாக பணியிடத்தை சுத்தமாக வைத்திருப்பது மற்றும் முறையாக சில்லுகளை அகற்றுவது. அட்டவணை குறிப்பாக நிக்ஸ் மற்றும் துருப்பிடிக்காமல் பாதுகாக்கப்பட வேண்டும். கவனக்குறைவான வேலையின் விளைவாக மேசையில் எஞ்சியிருக்கும் நிக்ஸ் துளையிடுதலின் துல்லியத்தை குறைக்கிறது மற்றும் இயந்திரத்தை பழுதுபார்ப்பதற்கான தேவையை துரிதப்படுத்துகிறது.
மேசையில் நிக்ஸ் மற்றும் உடைகள் உருவாவதைத் தவிர்க்க, மேசையில் தாக்கங்கள் அல்லது குறிப்பிடத்தக்க இயக்கங்கள் இல்லாமல் பாகங்கள் கவனமாக நிறுவப்பட வேண்டும். பகுதி மேசையில் பொருத்தப்பட்டிருக்கும் துணை விமானங்கள் சுத்தமாகவும், பர்ர்கள் இல்லாததாகவும் இருக்க வேண்டும்.
வேலையின் முடிவில், இயந்திர மேசை மற்றும் அதன் பள்ளங்கள் அழுக்கு மற்றும் சில்லுகளால் நன்கு சுத்தம் செய்யப்பட வேண்டும், உலர்ந்த முனைகளால் துடைக்க வேண்டும் மற்றும் துருப்பிடிப்பதைத் தடுக்க ஒரு மெல்லிய அடுக்கு எண்ணெயுடன் உயவூட்ட வேண்டும்.
வேலைக்கு முன், இயந்திரத்தின் அனைத்து தேய்க்கும் பகுதிகளையும், உயவு புள்ளிகளையும் உயவூட்டுவது மற்றும் எண்ணெயில் எண்ணெயை ஊற்றுவது அவசியம்.
செயல்பாட்டின் போது, கையால் தாங்கு உருளைகளின் வெப்பத்தை சரிபார்க்கவும். வெப்பம் கைக்கு தாங்கக்கூடியதாக இருக்க வேண்டும். விபத்தைத் தவிர்க்க, தாங்கு உருளைகளின் வெப்பத்தின் அளவைச் சரிபார்க்கும் முன், மின்சார மோட்டாரை நிறுத்த வேண்டும் மற்றும் பெல்ட் அல்லது கியர் டிரைவ்கள் இயங்காத நிலையில் காசோலை மேற்கொள்ளப்பட வேண்டும். இயந்திர கியர்கள் எப்போதும் பாதுகாப்பாக பாதுகாக்கப்படுவதை உறுதி செய்வதும் அவசியம்.
A. ஊட்டத் தேர்வு
துளையிடல் ஊட்டம் என்பது ஒரு புரட்சிக்கான துரப்பணத்தின் இயக்கம் மற்றும் mm/rev இல் அளவிடப்படுகிறது.
துரப்பணத்தின் விட்டம் மற்றும் செயலாக்கப்படும் பொருளைப் பொறுத்து தீவன அளவு தேர்ந்தெடுக்கப்படுகிறது. ஒரு பெரிய விட்டம் கொண்ட ஒரு துரப்பணம் அதன் வலிமை காரணமாக அதிக ஊட்டத்தை அனுமதிக்கிறது. தேவையான தூய்மை மற்றும் செயலாக்கத்தின் துல்லியத்தை கணக்கில் எடுத்துக்கொண்டு, அதிகபட்சமாக அனுமதிக்கக்கூடியதாக ஊட்டம் தேர்ந்தெடுக்கப்பட்டது.
அதிவேக எஃகால் செய்யப்பட்ட சுழல் பயிற்சிகள் மற்றும் கடினமான அலாய் பொருத்தப்பட்ட பயிற்சிகள் மூலம் துளையிடும் போது தொழில்நுட்ப ரீதியாக அனுமதிக்கப்பட்ட தீவன விகிதம் அனுபவத்தின் அடிப்படையில் தேர்ந்தெடுக்கப்படுகிறது (அட்டவணை 1 ஐப் பார்க்கவும்).
S, mm/rev துளையிடும் போது ஊட்டங்களின் அட்டவணை.
|
எஃகு, மற்றும்< 90 кг/мм 2 |
வார்ப்பிரும்பு மற்றும் இரும்பு அல்லாத உலோகங்கள் |
||||||
|
அதிவேக எஃகு |
கடினமான கலவை | ||||||
|
அதிவேக எஃகு |
கடினமான கலவை |
அதிவேக எஃகு |
கடினமான கலவை |
||||
அட்டவணை 1 இல் கொடுக்கப்பட்டுள்ள ஊட்டங்கள் மூன்று விட்டம் வரை துளையிடும் ஆழத்துடன் துளையிடும் துளைகளுக்கு கொடுக்கப்பட்டுள்ளன.
துளையிடல் ஆழம் 3D ஐ விட அதிகமாக இருந்தால், ஒரு திருத்தம் காரணி k = 0.75 - 0.9 உள்ளிடப்பட வேண்டும்.
துளை விட்டம் 30-40 மிமீ அதிகமாக இருக்கும் சந்தர்ப்பங்களில், துளையிடல் பயன்படுத்தப்பட வேண்டும், கொடுப்பனவை தோராயமாக இரண்டு சம பாகங்களாக பிரிக்க வேண்டும்.
துளையிடும் போது, கொடுக்கப்பட்ட அட்டவணை தரவுகளுடன் ஒப்பிடும்போது ஊட்ட விகிதம் ஏறக்குறைய ஒன்றரை முதல் இரண்டு மடங்கு வரை அதிகரிக்கிறது.
குருட்டு துளைகளை துளையிடும் போது அதிகபட்ச தீவன மதிப்புகள் பயன்படுத்தப்படுகின்றன. துளையிடுதலின் போது தீவன விகிதத்தில் ஏற்படும் இந்த குறைவு சுழலில் மீள் சிதைவுகள் இருப்பதால் துளையை விட்டு வெளியேறும் போது, இயந்திரத்தின் தீவன பொறிமுறை, துரப்பணத்தில், அத்துடன் அதன் இருப்பு ஆகியவற்றால் விளக்கப்படுகிறது. சுழல் பின்னடைவு, உண்மையான ஊட்டத்தை அதிகரிக்கலாம், இது துரப்பணம் நெரிசல் மற்றும் வெட்டு விளிம்புகள் சிப்பிங் வழிவகுக்கும்.
B. துளையிடும் போது வெட்டு வேகம்
INதுளையிடும் செயல்பாட்டின் போது, துளையின் சுவர்கள் மற்றும் துரப்பணத்தின் ஹெலிகல் பள்ளங்களின் மேற்பரப்புக்கு இடையில் வரையறுக்கப்பட்ட இடைவெளி காரணமாக சிப் அகற்றுவதற்கான கட்டுப்படுத்தப்பட்ட நிலைமைகள் உள்ளன.
துளையிடும் போது வெட்டு வேகத்தின் தேர்வு பின்வரும் முக்கிய காரணிகளைப் பொறுத்தது: 1) செயலாக்கப்படும் பொருள்; 2) துரப்பணத்தின் வெட்டு பகுதியின் பொருள்; 3) துளை விட்டம்; 4) சமர்ப்பிப்பு; 5) துரப்பணம் ஆயுள்; 6) துளையிடப்பட்ட துளையின் ஆழம்; 7) துரப்பணம் கூர்மைப்படுத்தும் வடிவங்கள்; 8) குளிர்ச்சி.
துளையிடும் போது வெட்டும் வேகம், முக்கிய வெட்டு காரணிகளைப் பொறுத்து, சூத்திரத்தைப் பயன்படுத்தி கணக்கிடலாம்:
இதில் C v என்பது பதப்படுத்தப்படும் பொருள், கருவி பொருள், துளை வடிவியல், பல்வேறு செயலாக்க நிலைமைகள் (C 12-20) ஆகியவற்றைக் குறிக்கும் ஒரு நிலையான குணகம்;
டி - துரப்பணம் விட்டம், மிமீ;
டி - கருவி வாழ்க்கை காலம், நிமிடம்;
S - feed, mm/rev.;
t - வெட்டு ஆழம் (பக்கத்திற்கு கொடுப்பனவு), மிமீ.
B. அடிப்படை (தொழில்நுட்ப) நேரம்
துளையிடல், ரீமிங், கவுண்டர்சிங்கிங் மற்றும் ரீமிங் ஆகியவற்றிற்கான முக்கிய தொழில்நுட்ப நேரம் சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
இதில் L என்பது மதிப்பிடப்பட்ட செயலாக்க நீளம், mm; n - கருவி புரட்சிகளின் எண்ணிக்கை, rpm;
S - அச்சு கருவி ஊட்டம், mm/rev.
வடிவமைப்பு நீளம் L பின்வரும் தொகையால் தீர்மானிக்கப்படுகிறது:
துளையிடுதலின் போது ஊடுருவல் l1 அளவு சமமாக இருக்கும்: மற்றும் துளையிடுதல், கவுண்டர்சிங் மற்றும் ரீமிங் போது, துரப்பண வெளியீட்டின் அளவு 1 2 = 1-2 மிமீ.
1.1 வெட்டு முறைகளை ஒதுக்குதல், வெட்டும் கருவிகளைத் தேர்ந்தெடுப்பது மற்றும் அடிப்படை நேரத்தைக் கணக்கிடுதல் ஆகியவற்றில் திறன்களைப் பெறுதல்.
2.1 உங்கள் விருப்பத்திற்கான செயலாக்க நிலைமைகளை பதிவு செய்யவும்;
2.2 வெட்டும் கருவியைத் தேர்ந்தெடுப்பது, வெட்டு நிலைமைகளின் கணக்கீடுகளைச் செய்தல்;
2.3 வேலை பதிவு
3. பாகங்கள் பட்டியல்
3.1 எழுதும் காகிதம், A4 வடிவம் - 4 தாள்கள்;
3.2 y x செயல்பாடுகளைச் செய்யும் கால்குலேட்டர்.
3.3 பயன்பாட்டு நிரல் KOMPAS 3D V11
4. பொதுவான தகவல்
4.1 துளையிடுதல் என்பது துளைகளை உருவாக்கும் பொதுவான முறைகளில் ஒன்றாகும். இங்கே வெட்டும் கருவி ஒரு துரப்பணம் ஆகும், இது திடப்பொருளில் துளைகளை உருவாக்குவதற்கும் முந்தைய விட்டம் அதிகரிப்பதற்கும் சாத்தியமாக்குகிறது.
துளையிடப்பட்ட துளை. துளையிடும் போது முக்கிய இயக்கம் சுழற்சி, ஊட்ட இயக்கம் மொழிபெயர்ப்பாகும்.
அவற்றின் வடிவம் மற்றும் வடிவமைப்பின் படி, பயிற்சிகள் சுழல் பயிற்சிகளாக பிரிக்கப்படுகின்றன, நேரான பள்ளங்கள், இறகு பயிற்சிகள், ஆழமான துளையிடுதலுக்காக, வருடாந்திர பயிற்சிகள், மையப்படுத்தும் பயிற்சிகள், குளிரூட்டியை வழங்குவதற்கான பள்ளங்கள் மற்றும் பலதரப்பட்ட தட்டுகளுடன். துரப்பணங்கள் உருளை அல்லது கூம்பு ஷாங்க்களால் செய்யப்படுகின்றன.
துரப்பண பிளேட்டின் முக்கிய பரிமாணங்கள் மற்றும் கோணங்கள் தரப்படுத்தப்பட்டுள்ளன. துரப்பணத்தின் வெட்டும் பகுதி எஃகு R18, R6M5 மற்றும் கடினமான உலோகக் கலவைகளால் ஆனது.
GOST 25557-82 க்கு இணங்க செய்யப்பட்ட ஒரு கூம்பு ஷாங்க் கொண்ட பயிற்சிகளின் ஷாங்க்கள் ஒரு மோர்ஸ் டேப்பரைக் கொண்டுள்ளன.
5. வேலை ஒழுங்கு
5.1 உங்கள் விருப்பத்தின் தரவை எழுதவும் (அட்டவணை 14 ஐப் பார்க்கவும்);
5.2 ஒரு பயிற்சியைத் தேர்ந்தெடுத்து அதன் வடிவியல் கூறுகளின் மதிப்பை அமைக்கவும்.
5.3 திட உலோகத்தில் துளையிடும் போது வெட்டு ஆழம் t=D /2 (mm) அமைக்கவும்
t = , முன்பு செய்யப்பட்ட துளை துளையிடும் போது மிமீ
5.4 டெலிவரியை திட்டமிடுங்கள். கட்டுப்படுத்தும் காரணிகள் இல்லாமல் துளைகள் துளையிடும் போது, துரப்பணத்தின் அதிகபட்ச அனுமதிக்கப்பட்ட வலிமையைத் தேர்ந்தெடுக்கிறோம். துளையிடும் போது, துளையிடுவதற்கு பரிந்துரைக்கப்பட்ட தீவனத்தை 2 மடங்கு வரை அதிகரிக்கலாம்.
எனவே, மிமீ/ரெவ் - எஃகு, வார்ப்பிரும்பு, தாமிரம் மற்றும் அலுமினிய கலவைகளை துளையிடும் போது
5.5 முக்கிய வெட்டு இயக்கத்தின் வேகத்தை நாங்கள் ஒதுக்குகிறோம்
V = , m/min - துளையிடும் போது
V = , m/min - துளையிடும் போது
கிமீ - பதப்படுத்தப்பட்ட பொருளுக்கான குணகம்
- இயந்திரமயமாக்கப்பட்ட துளையின் ஆழத்தை கணக்கில் எடுத்துக்கொண்டு திருத்தும் காரணி.
5.6 சுழல் வேகத்தை தீர்மானிக்கவும்
 ஆர்பிஎம்
ஆர்பிஎம்
D-துளை விட்டம், மிமீ.
இயந்திரத்தின் பாஸ்போர்ட் தரவுகளின்படி சுழல் வேகத்தை சரிசெய்கிறோம். நாங்கள் சிறிய அருகிலுள்ள மதிப்பை ஏற்றுக்கொள்கிறோம் n டிஆர்பிஎம்
5.7 உண்மையான வெட்டு வேகத்தை தீர்மானிக்கவும்  , m/min
, m/min
5.8 முறுக்குவிசையை தீர்மானித்தல்
மைக்ரோ = 10 செமீ Kp - துளையிடும் போது
குணகங்கள் மற்றும் அடுக்குகளின் மதிப்புகள்
5.9 வெட்டுவதற்கு செலவழித்த சக்தியைத் தீர்மானிக்கவும்
 (செயல்திறன்)
(செயல்திறன்)
5.10 முக்கிய நேரத்தை தீர்மானித்தல்
5.11. முடிவு - இயந்திரத்தின் சக்தி இந்த வெட்டு முறையில் செயலாக்கத்தை செய்ய அனுமதிக்கிறது. வழக்கில் N வெட்டும் போது rpm > N shp - சக்தி மூலம் இயந்திர சுமையை தீர்மானிக்க வேண்டியது அவசியம்
குறுகிய கால வெட்டுக்கு (1 நிமிடம் வரை நீடிக்கும்), இயந்திரத்தின் மின்சார மோட்டாரை அதன் மதிப்பிடப்பட்ட சக்தியில் 25% அதிகமாக ஏற்ற அனுமதிக்கப்படுகிறது. அதிக சுமை ஏற்பட்டால், வேகத்தைக் குறைப்பது அல்லது அதிக சக்திவாய்ந்த இயந்திரத்தைப் பயன்படுத்துவது அவசியம்.
6. கணக்கீடுகளின் பதிவுக்கான தேவைகள்
6.1 முடிக்கப்பட்ட பணி நிலையான A4 தாள்களில் வரையப்பட்டுள்ளது. முதல் தலைப்புப் பக்கம் (இணைப்பு 1 ஐப் பார்க்கவும்)
ஒரு பணியை முடிப்பதற்கான எடுத்துக்காட்டு
விருப்பம் எண். 31
பணி: செங்குத்து துளையிடும் இயந்திரம் 2N 135 இல், விட்டம் D மற்றும் ஆழம் l கொண்ட துளை துளையிடப்படுகிறது. இது அவசியம்: வெட்டும் கருவியைத் தேர்ந்தெடுக்கவும், வெட்டும் பயன்முறையை ஒதுக்கவும், முக்கிய நேரத்தை தீர்மானிக்கவும் (ஸ்லைடு 1 இணைப்பு 3.1 ஐப் பார்க்கவும்).
அட்டவணை 13
வெட்டும் கருவியைத் தேர்ந்தெடுப்பது(ஸ்லைடு 2 பின் இணைப்பு 3.2 ஐப் பார்க்கவும்)
P18 எஃகு செய்யப்பட்ட ஒரு கூம்பு ஷாங்குடன் Ø18 துளையிடவும். GOST 10903-64
வடிவியல் கூறுகள்: கூர்மைப்படுத்தும் வடிவம் - குறுக்கு விளிம்பின் கூர்மையுடன் இரட்டிப்பாகும்.
துளையிடும் கோணங்கள் 2 φ = 118°, 2 φ1 = 70 0.
ﮯγ = 25°
வெட்டு கூறுகளின் நோக்கம்(ஸ்லைடு 3 பின் இணைப்பு 3.3 ஐப் பார்க்கவும்)
1. வெட்டு ஆழத்தை தீர்மானிக்கவும்
t = 18/2 = 9mm
2. ஒரு சேவையை திட்டமிடுங்கள்
எனவே = (0.33 - 0.38) mm/rev
K 1 = 0.9 (5D வரை துளையிடும் ஆழம்)
பிறகு So = (0.33 - 0.38) * 0.9 = (0.3 - 0.34) mm/rev
இயந்திர பாஸ்போர்ட்டின் படி நாங்கள் சரிசெய்கிறோம்
எனவே = 0.28 மிமீ/ரெவ்
3. வெட்டு வேகத்தை தீர்மானிக்கவும்
V = , m/min
Сv = 9.8 q = 0.4 y = 0.5 m = 0.2
- வெட்டு வேகத்திற்கான பொதுவான திருத்தம் காரணி
Km = Kr Kr = 0.95 n = 1 Km = 0.9
கருவி பொருளின் செல்வாக்கை கணக்கில் எடுத்துக்கொள்வது - திருத்தம் காரணி
- இயந்திரமயமாக்கப்பட்ட துளையின் ஆழத்தை கணக்கில் எடுத்துக்கொண்டு திருத்தும் காரணி.
0,9 1 0,85 = 0,765
V = 0.765 = 21m/min
4. சுழல் வேகம்
n d = 355 rpm (இயந்திர பாஸ்போர்ட் படி)
5. உண்மையான வெட்டு வேகத்தை தீர்மானிக்கவும்
6. முறுக்கு தீர்மானிக்கவும்
மைக்ரோ = 10 செமீ Kp - துளையிடும் போது
cm = 0.0345 q = 2 y = 0.8
Kr = Kmr = 0.9
மைக்ரோ = 0.0345 0.9 = 3.62N மீ
7. வெட்டுவதற்கு செலவழித்த சக்தியைத் தீர்மானிக்கவும்
N= = 0.13 kW
இயந்திரத்தின் இயக்க சக்தி போதுமானதா என்பதைச் சரிபார்க்கிறது
(செயல்திறன்)
Nshp = 4.5 0.8 = 3.6 kW
8. முக்கிய நேரத்தை தீர்மானிக்கவும்

y =7 மிமீ.

(ஸ்லைடு 4 பின் இணைப்பு 3.4 ஐப் பார்க்கவும்)
செயலாக்க ஓவியம் (ஸ்லைடு 5 பின் இணைப்பு 3.5 ஐப் பார்க்கவும்)
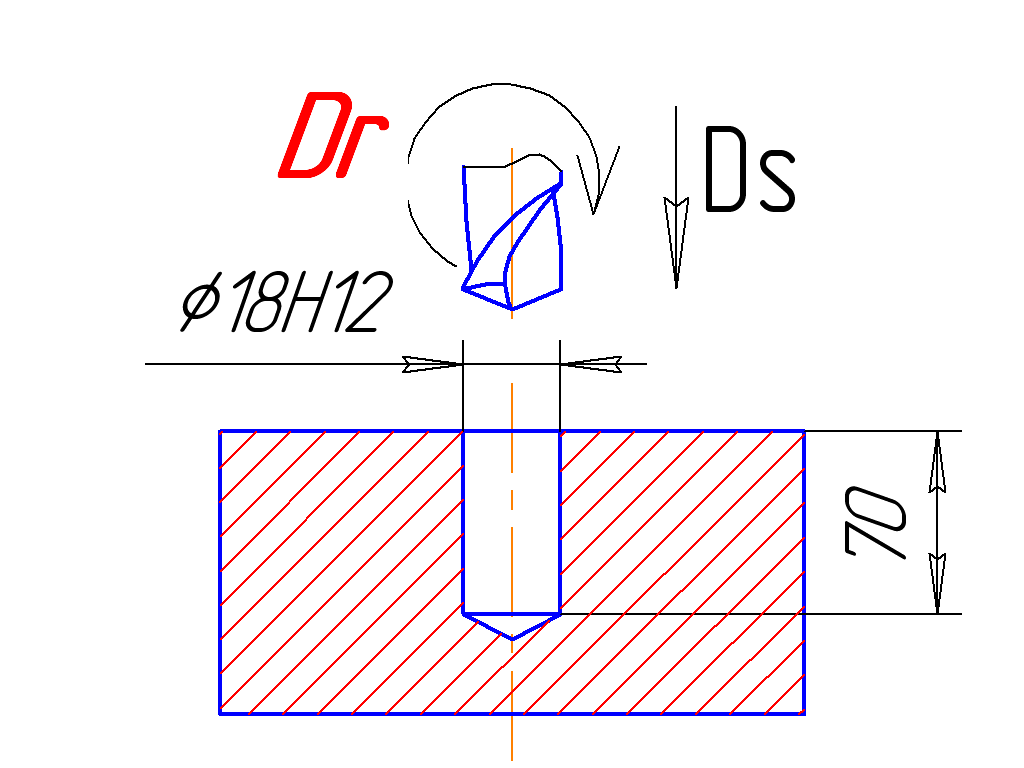
பணி: 2N135 செங்குத்து துளையிடும் இயந்திரத்தைப் பயன்படுத்தி, D மற்றும் ஆழம் l கொண்ட ஒரு துளை துளையிடப்படுகிறது.
தேவை: வெட்டும் கருவியைத் தேர்ந்தெடுக்கவும், வெட்டு முறை கூறுகளை ஒதுக்கவும்; முக்கிய நேரத்தை தீர்மானிக்கவும்.
அட்டவணை 14
| விருப்பம் எண். | பணியிட பொருள் | டி | எல் | துளை | சிகிச்சை |
| மிமீ | |||||
| எஃகு 10 σв = 35 kgf/mm 2 | 15N12 | செவிடு | குளிர்ச்சியுடன் | ||
| எஃகு 40 σв= 45 kgf/mm 2 | 22N14 | மூலம் | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 200НВ | 16N14 | மூலம் | குளிர்ச்சி இல்லை | ||
| எஃகு 40 X σв = 55 kgf/mm 2 | 18N13 | மூலம் | குளிர்ச்சியுடன் | ||
| ஸ்டீல் 20 X 170 HB | 20N14 | மூலம் | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 210 HB | 10N14 | செவிடு | குளிர்ச்சி இல்லை | ||
| எஃகு 12Х3 σв= 45 kgf/mm 2 | 19.2N14 | செவிடு | குளிர்ச்சியுடன் | ||
| எஃகு 35 X σв=48 kgf/mm 2 | 24N14 | செவிடு | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 170 HB | 18,25 | மூலம் | குளிர்ச்சி இல்லை | ||
| எஃகு 20 σв=38 kgf/mm 2 | 15N12 | செவிடு | குளிர்ச்சியுடன் | ||
| எஃகு 45 σв=44 kgf/mm 2 | 26N12 | செவிடு | குளிர்ச்சியுடன் | ||
| இணக்கமான வார்ப்பிரும்பு 180 HB | 24N12 | செவிடு | குளிர்ச்சி இல்லை | ||
| எஃகு 5 X NM σв=70 kgf/mm 2 | 18N12 | மூலம் | குளிர்ச்சியுடன் | ||
| ஸ்டீல் U7A σв=58 kgf/mm 2 | 20N12 | மூலம் | குளிர்ச்சியுடன் | ||
| எஃகு 65G σв = 50 kgf/mm 2 | 25N12 | மூலம் | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 210NV | 28N12 | செவிடு | குளிர்ச்சி இல்லை | ||
| எஃகு 40 X 13 σв= 65 kgf/mm 2 | 24N12 | செவிடு | குளிர்ச்சியுடன் | ||
| எஃகு 9 x C σв = 60 kgf/mm 2 | 20N12 | மூலம் | குளிர்ச்சியுடன் | ||
| இணக்கமான வார்ப்பிரும்பு 220 HB | 26N12 | மூலம் | குளிர்ச்சி இல்லை | ||
| ஸ்டீல் 40 X S 225 HB | 8N12 | மூலம் | குளிர்ச்சியுடன் | ||
| எஃகு 30L σв=50 kgf/mm | 6N12 | மூலம் | குளிர்ச்சியுடன் | ||
| ஸ்டீல் A20 σв=30 kgf/mm 2 | 12N12 | மூலம் | குளிர்ச்சியுடன் | ||
| எஃகு 35 σв= 50 kgf/mm 2 | 14N12 | செவிடு | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 175 HB | 16N12 | செவிடு | குளிர்ச்சி இல்லை | ||
| எஃகு 40 G σв= 55 kgf/mm 2 | 16.8N12 | செவிடு | குளிர்ச்சியுடன் | ||
| 26 | எஃகு Х12M δв= 60 kgf/mm 2 | 17.2N12 | மூலம் | குளிர்ச்சியுடன் | |
| எஃகு HVG σв = 55 கி.கி.எஃப்/மி.மீ | 18.25N12 | மூலம் | குளிர்ச்சியுடன் | ||
| சாம்பல் வார்ப்பிரும்பு 170 HB | 24N12 | மூலம் | குளிர்ச்சி இல்லை | ||
| பித்தளை LMtsZh 52-4-1 100 NV | ZON12 | மூலம் | குளிர்ச்சி இல்லை | ||
| வெண்கல BrAZHN 11-6-6 200 НВ | 24N12 | மூலம் | குளிர்ச்சி இல்லை |
ஒரு துளை உருவாக்கும் செயல்பாட்டில், துரப்பணம் ஒரே நேரத்தில் சுழற்சி மற்றும் மொழிபெயர்ப்பு இயக்கங்களைச் செய்கிறது, அதே நேரத்தில் துரப்பணத்தின் வெட்டு விளிம்புகள் பொருள் மெல்லிய அடுக்குகளை துண்டித்து, சில்லுகளை உருவாக்குகின்றன. துரப்பணம் எவ்வளவு வேகமாகச் சுழல்கிறதோ, அவ்வளவு தூரம் அது செயலாக்கப்படும் துளையின் அச்சின் திசையில் ஒரு புரட்சியில் மறைகிறது, வெட்டு வேகமாக நிகழ்கிறது.
வெட்டு வேகம் சார்ந்துள்ளதுதுரப்பணத்தின் சுழற்சி வேகம் மற்றும் அதன் விட்டம் ஆகியவற்றைப் பொறுத்து, ஒரு புரட்சிக்கு பணிப்பகுதியின் அச்சில் துரப்பணத்தின் இயக்கம் அகற்றப்பட்ட பொருளின் தடிமன் (சில்லுகள்) பாதிக்கிறது. மற்ற வெட்டும் கருவிகளுடன் ஒப்பிடும்போது, ஒரு துரப்பணம் கடினமான சூழ்நிலையில் வேலை செய்கிறது, ஏனெனில் துளையிடும் போது சில்லுகளை அகற்றி குளிரூட்டியை வழங்குவது கடினம்.
துளையிடும் போது முக்கிய வெட்டு கூறுகள் வேகம் மற்றும் வெட்டு ஆழம், தீவனம், தடிமன் மற்றும் சில்லுகளின் அகலம் (படம் 3.77).
வெட்டு வேகம் V என்பது துரப்பணத்தின் வெட்டு விளிம்பில் உள்ள புள்ளியால் பயணிக்கும் பாதையாகும், அது அதன் சுழற்சியின் அச்சில் இருந்து வெகு தொலைவில் உள்ளது. வெட்டு வேகம் V = ndnl1000 சூத்திரத்தால் தீர்மானிக்கப்படுகிறது (இங்கு V என்பது வெட்டும் வேகம், m/min; d என்பது துளை விட்டம், mm; n என்பது சுழல் வேகம், rpm; n என்பது 3.14 க்கு சமமான நிலையான எண்; எண் துரப்பணத்தின் விட்டத்தை மீட்டராக மாற்றுவதற்கான சூத்திரத்தில் 1,000 உள்ளிடப்பட்டுள்ளது). வெட்டும் வேகம் பணிப்பகுதியின் பொருள், கருவியின் பொருள் மற்றும் அதன் கூர்மைப்படுத்துதல், ஊட்டம், வெட்டு ஆழம் மற்றும் துளை எந்திரம் செய்யும் போது குளிர்ச்சியின் இருப்பு ஆகியவற்றின் வடிவம் ஆகியவற்றைப் பொறுத்தது.
ஊட்டம் 3 ஒரு துரப்பணத்தின் (மிமீ/ரெவ்) ஒரு புரட்சிக்கு மில்லிமீட்டர்களில் அளவிடப்படுகிறது. இயந்திர மேற்பரப்பின் கடினத்தன்மை மற்றும் செயலாக்கத்தின் துல்லியம், பதப்படுத்தப்பட்ட பொருள் மற்றும் துளையிடப்பட்ட பொருள் ஆகியவற்றின் தேவைகளைப் பொறுத்து துளையிடும் போது தீவனத்தின் அளவு தேர்ந்தெடுக்கப்படுகிறது.
வெட்டு டி ஆழம்மில்லிமீட்டர்களில் அளவிடப்படுகிறது மற்றும் துரப்பணத்தின் அச்சுக்கு செயலாக்கப்படும் மேற்பரப்பில் இருந்து தூரத்தை குறிக்கிறது, அதாவது. துளையிடும் போது, வெட்டு ஆழம் துரப்பணத்தின் பாதி விட்டம், மற்றும் ரீமிங் போது, முன் துளையிடப்பட்ட துளை விட்டம் மற்றும் துரப்பணத்தின் விட்டம் இடையே பாதி வித்தியாசம்.
வெட்டு தடிமன் (சில்லுகள்)துரப்பணத்தின் வெட்டு விளிம்பிற்கு செங்குத்தாக திசையில் அளவிடப்படுகிறது, மேலும் ஒரு சுழற்சிக்கு இயந்திரம் செய்யப்படும் துளையின் அச்சுடன் தொடர்புடைய துரப்பணத்தின் இயக்கத்தின் பாதி அளவிற்கு சமமாக இருக்கும், அதாவது. உணவின் பாதி அளவு. ஒரு துரப்பணத்தின் சுழற்சிக்கு ஒரு அடுக்கு பொருள் அகற்றப்படுவதால், இந்த பற்கள் ஒவ்வொன்றும் ஒரு பொருளின் அடுக்கை அகற்றும், அதன் தடிமன் ஒரு சுழற்சிக்கான துரப்பணத்தின் பாதி ஊட்ட விகிதத்திற்கு சமம்.
வெட்டு அகலம்வெட்டு விளிம்பில் அளவிடப்படுகிறது மற்றும் அதன் நீளத்திற்கு சமம். துளையிடும் போது, வெட்டு அகலம் வெட்டுவதில் ஈடுபட்டுள்ள வெட்டு விளிம்பின் நீளத்திற்கு சமமாக இருக்கும். வெட்டு அகலம் மில்லிமீட்டர்களில் அளவிடப்படுகிறது.
மிகப்பெரிய உற்பத்தித்திறனை உறுதி செய்வதற்காக வெட்டு நிலைமைகள் அமைக்கப்பட்டுள்ளன. இந்த வழக்கில், செயலாக்கப்படும் பணியிடத்தின் பொருளின் இயற்பியல் மற்றும் இயந்திர பண்புகள், கருவிப் பொருளின் பண்புகள் மற்றும் வரைதல் அல்லது உற்பத்திக்கான தொழில்நுட்ப விவரக்குறிப்புகளால் குறிப்பிடப்பட்ட இயந்திர மேற்பரப்பின் தரத்திற்கான தேவைகள் ஆகியவற்றை கணக்கில் எடுத்துக்கொள்வது அவசியம். .
வெட்டு முறை கூறுகளின் கோட்பாட்டு கணக்கீடு செய்யப்படுகிறதுகீழே உள்ள வரிசையில்.
1. சிறப்பு குறிப்பு அட்டவணைகளைப் பயன்படுத்தி, செயலாக்க வேகம், இயந்திர மேற்பரப்பின் தரத்திற்கான தேவைகள், துரப்பணம் பொருள் மற்றும் பிற தொழில்நுட்ப தரவு ஆகியவற்றைப் பொறுத்து ஊட்ட அளவு தேர்ந்தெடுக்கப்படுகிறது.
2. தொழில்நுட்ப திறன்கள், கருவிப் பொருளின் வெட்டும் பண்புகள் மற்றும் பணிப்பகுதியின் உடல் மற்றும் இயந்திர பண்புகள் ஆகியவற்றை கணக்கில் எடுத்துக்கொண்டு கருவி வேகத்தைக் கணக்கிடுங்கள்.
3. கண்டுபிடிக்கப்பட்ட வெட்டு வேகத்திற்கு ஏற்ப கணக்கிடப்பட்ட சுழல் வேகத்தை தீர்மானிக்கவும். இதன் விளைவாக பெறப்படும் மதிப்பு இயந்திரத்தின் பாஸ்போர்ட் தரவுகளுடன் ஒப்பிடப்பட்டு, இந்த அதிர்வெண்ணின் மிகக் குறைந்த மதிப்பிற்குச் சமமாக எடுக்கப்படுகிறது.
4. செயலாக்கம் செய்யப்படும் உண்மையான வெட்டு வேகத்தை தீர்மானிக்கவும்.
நடைமுறையில், வெட்டு நிலைமைகளைத் தீர்மானிக்க ஆயத்த தரவு பயன்படுத்தப்படுகிறது தொழில்நுட்ப வரைபடங்கள்மற்றும் குறிப்பு அட்டவணைகள்.
கவுண்டர்சிங்கிங் மற்றும் ரீமிங் போது வெட்டு முறைகள், அத்துடன் அவற்றின் தேர்வுக்கான அளவுகோல்கள், துளையிடுதலின் போது இந்த அளவுருக்களின் தேர்விலிருந்து நடைமுறையில் வேறுபட்டவை அல்ல.
எந்திர துளைகளுக்கான கொடுப்பனவுகள்
கொடுப்பனவு என்பது செயலாக்கத்தின் போது அகற்றப்பட வேண்டிய பொருளின் ஒரு அடுக்கு ஆகும். இந்த அடுக்கின் அளவு, சிகிச்சையளிக்கப்பட்ட மேற்பரப்பு மற்றும் சிகிச்சையின் வகையின் தேவைகளைப் பொறுத்தது.
துளையிடும் போது, எந்திர கொடுப்பனவு துரப்பணத்தின் பாதி விட்டம் ஆகும். துளையிடும் போது, இயந்திரம் செய்யப்பட்ட மேற்பரப்பிற்கான தேவைகள் மற்றும் அதன் மேலும் செயலாக்கத்தின் தேவை (கவுன்டர்சிங், ரீமிங்) ஆகியவற்றைப் பொறுத்து கொடுப்பனவு தீர்மானிக்கப்படுகிறது. பூர்வாங்கம் (பயன்படுத்துவதற்கு முன்) அல்லது இறுதியானது என்பதைப் பொறுத்து, கவுண்டர்சிங்கிங்கிற்கான கொடுப்பனவு 0.5 முதல் 1.2 மிமீ வரை இருக்கும். கொடுப்பனவின் அளவு இயந்திரமயமாக்கப்பட்ட துளையின் விட்டம் சார்ந்துள்ளது. ரீமிங் கொடுப்பனவு இயந்திரம் செய்யப்பட்ட துளையின் விட்டம் மற்றும் இயந்திர மேற்பரப்பு தரத்திற்கான தேவைகள் மற்றும் 0.05 முதல் 0.3 மிமீ வரை இருக்கும். துளைகளை செயலாக்கும்போது வழக்கமான குறைபாடுகள், அவற்றின் நிகழ்வுக்கான காரணங்கள் மற்றும் தடுப்பு முறைகள் அட்டவணையில் கொடுக்கப்பட்டுள்ளன. 3.2